NABA Feinkost GmbH, Gierstädt
- Asset Number: 11892
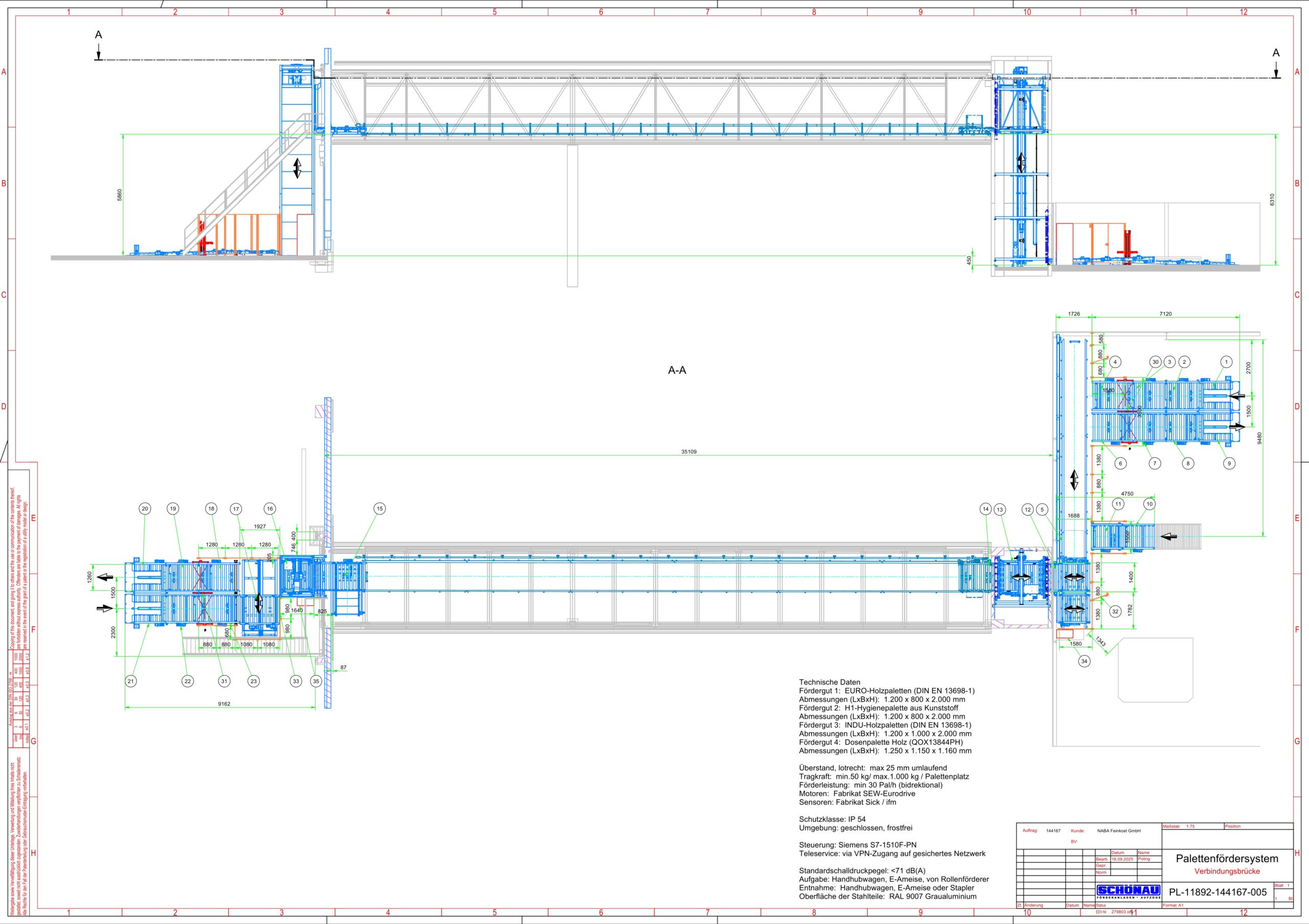
Bidirectional Shuttle Conveyor System via a Bridge
Home / Reference Clients / Reference Projects: Pallet Conveyor Technology / NABA Feinkost, LLC
Customer
NABA Feinkost GmbH, headquartered in Gierstädt (Thuringia), is a family-run manufacturer of organic plant-based convenience products. The company produces under its own brands, such as Nabio, Reichenhof, and Bionaria, as well as serving as a private-label supplier for the organic retail sector.
The product line includes a wide selection of spreads, soups, sauces, dips, and bowls. With approximately 110 employees, NABA is one of Germany’s leading manufacturers of organic private-label products and exports its products worldwide.
Project
As part of a long-term growth strategy, NABA is expanding its warehousing and logistics capabilities. Directly across from the existing factory grounds, a modern logistics complex featuring a high-bay warehouse, a shipping area, and additional office space has been built on a newly developed plot of land.
Outsourcing logistics will free up additional space on the existing production site for the expansion of manufacturing capacity.
One particular challenge of the project was that the production facility and the warehouse are separated by a public road. The solution: a bridge structure approximately 40 meters long, over which an automated pallet conveyor system connects the two buildings.
A rail-guided shuttle system handles transportation between the buildings. Raw materials and packaging materials are transported from the warehouse to the production area, while finished goods and partially filled pallets travel in the opposite direction back to the logistics center.
On both sides, vertical conveyor systems with buffer zones provide connections to production facilities and logistics areas, ensuring a continuous flow of materials.
Technical Highlights
- Flush-mounted loading and unloading conveyors for manual operation with hand pallet trucks
- Production-side vertical conveyor in the concrete elevator shaft (F90) constructed on site
- Climate, safety, and fire protection barriers using telescoping sliding elevator doors
- Double cross-conveyor with connection to a palletizer and a loading/unloading buffer
- Vertical conveyor on the warehouse side in a self-supporting shaft frame with sheet steel cladding
- Low-profile design without a pit for conveyor systems and vertical conveyors
- Cross-distribution cart with connections to manual loading and unloading buffers
- Longitudinal travel carriage on the bridge serving as a rail-guided shuttle for one pallet in each direction
- Bypass point on the bridge to improve performance in duplex mode
- Conveyor capacity of at least 30 pallets per hour in full-duplex operation
- Transport of EURO pallets, industrial pallets, and well pallets weighing up to 1,000 kg, as well as custom pallet sizes
- Securing the facility with machine safety fencing, high-speed doors, and access control
- Siemens SIMATIC S7-1510F-PN safety controller with ET200SP peripherals; plant visualization via touch panels on both sides of the plant
Remote access for fast service and diagnostics
Conclusion
The new conveyor system has provided NABA with an efficient and future-proof link between its production facility and logistics center. Although the buildings are physically separated by a public road, the automated shuttle system ensures a seamless and reliable flow of materials.
The combination of vertical conveyors, smart distribution carts, and overhead conveyor systems creates an efficient logistics solution that is optimally tailored to the needs of the growing organic food manufacturer.
SCHÖNAU thus implemented a custom-designed conveyor system that seamlessly connects production, warehousing, and shipping while also laying the groundwork for further capacity expansions at the site.