Eisbär-Eis GmbH, Plummendorf
- Asset Number: 10056
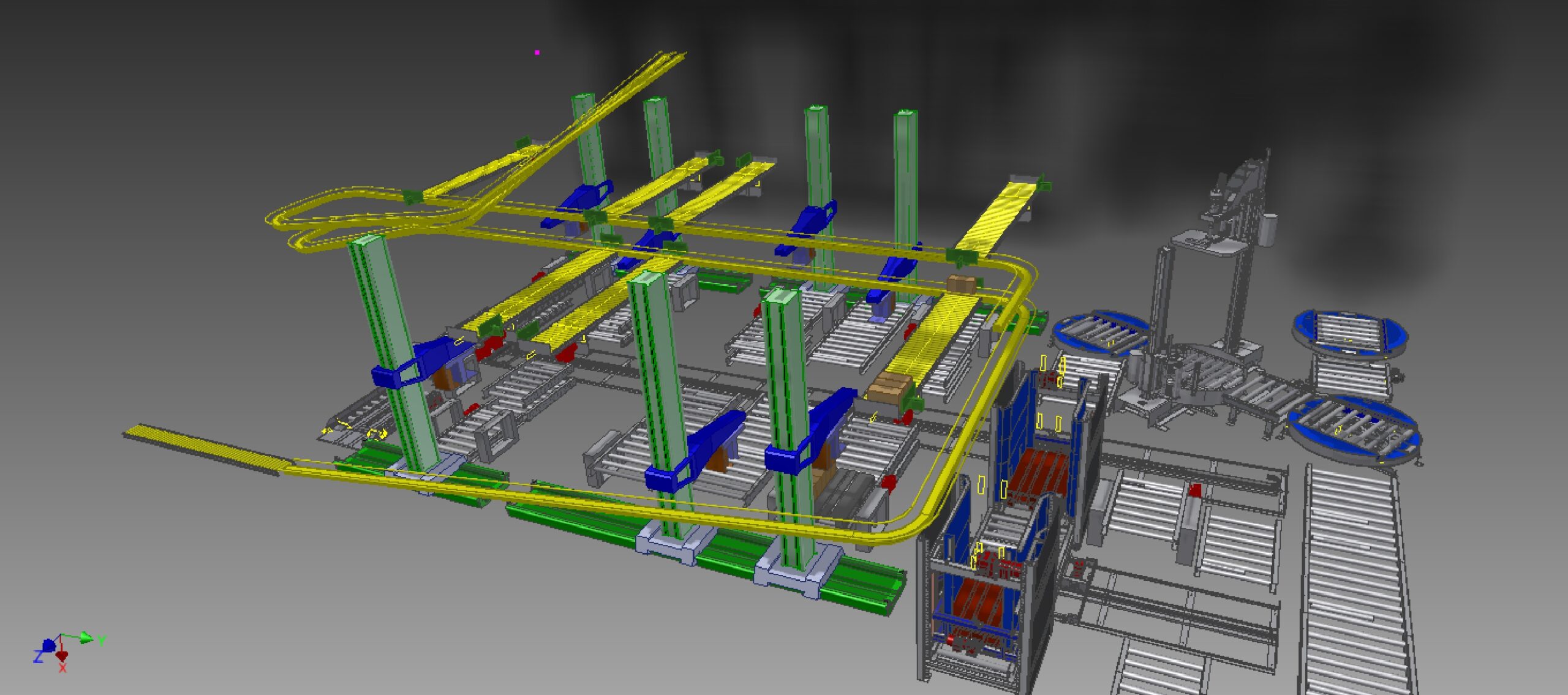
Fully automated packaging center with 7 robotic cells for palletizing ice cream cartons of various sizes and weights.
Home / Reference Clients / Palletizing Reference Projects / Polar Bear
The Customer
Eisbäreis produces specialty ice cream at two locations in northern Germany. The rapidly growing demand for these treats, which are sold worldwide, requires constant expansion at both locations through the expansion of production facilities and cold storage capacity—which is crucial for a business with a typical seasonal pattern. At the Mecklenburg-Western Pomerania location, following the commissioning of new production lines and a tripling of storage capacity, the company invested in packaging automation. After the necessary partial restructuring of internal material flows, a fully automated end-of-line packaging center with multiple robot cells was implemented to palletize the products, most of which are packaged in open displays.
Technical Specifications
- Items to be conveyed: Outer cartons, displays, plastic containers, cups, and pallets
- Pallet Types: EURO, INDU, and CHEP
- Weight: up to 1,000 kg per pallet
- Capacity: up to 1,000 pallets per day
- Palletizing: 7 RoTeg 4-axis linear robots
- Pallet Securing: Strema Double-Head Turntable Stretcher
- Pallet Labeling: Bluhm Labeler with Zebra Module
- Drives: Servo drives and frequency-controlled SEW gearmotors
- Control System: PC, Siemens S7-315DP
- Ambient conditions: 4 °C
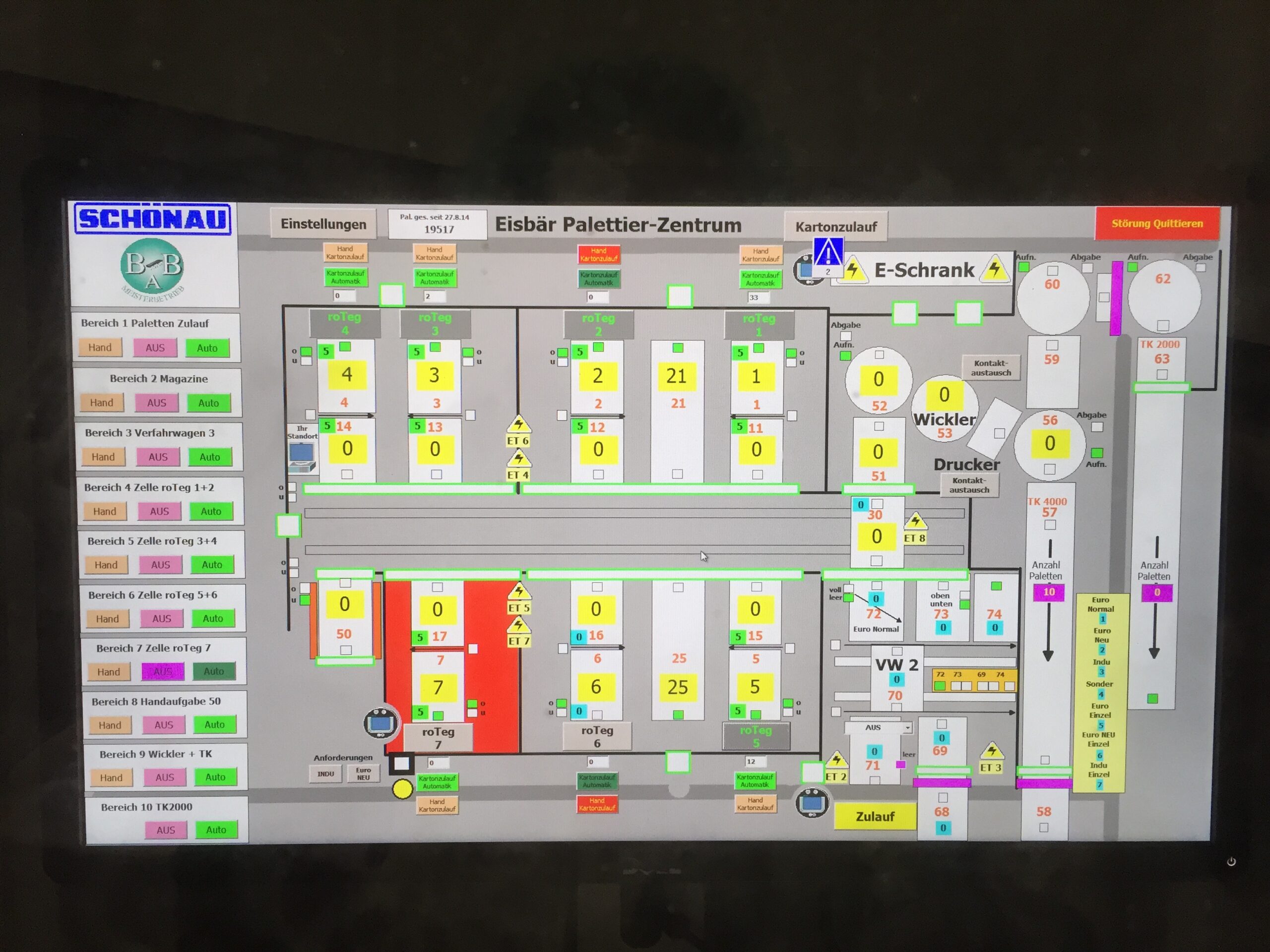
Function Description
From a total of six ice cream production lines and one line for producing custom product assortment packaging, the products are transported via two conveyor lines—stacked on top of one another—to the central palletizing center.
Using barcode identification, the products are identified and fed, sorted by type, to one of the seven palletizing cells, where they are stacked to the desired height on the preselected pallet type according to the packing scheme stored in the product database.
Finished pallets are picked up by a central transfer cart positioned between the palletizing cells. While picking up the full pallets, the transfer cart simultaneously loads a new empty pallet into the cell. The transfer cart then transports the full pallets to a transfer station for immediate stretch wrapping and labeling.
WWhile the full pallet is being transferred, the empty pallet storage area in the transfer cart is simultaneously loaded with the pallet type required for the next transport job from one of the two empty pallet magazines.
The finished pallets are automatically conveyed through the appropriate frozen-food transfer chambers into one of the two directly connected shuttle rack warehouses, where they are temporarily stored on accumulation roller conveyors until they are put into storage using reach trucks.
The two empty pallet magazines are automatically supplied with stacks of empty pallets via two feed lines from one of the frozen food warehouses.
Design Details
Partially filled pallets can be processed manually in the “eighth cell,” prepared for subsequent repalletizing, and then stored. The partially filled pallets can be returned to the palletizing center via one of the two conveyors for feeding stacks of empty pallets, where they are completed. Pallets, along with any required interlayer stacks, are also fed into the palletizing cells via this conveyor or through the loading station in the “eighth cell.”
Control
A Simatic S7-315C PLC handles communication with the customer’s existing EAP system and the robots via Ethernet, as well as the conventional control of the conveyor system components and product allocation with tracking of the flow of goods. All linear and rotary drives are controlled by SEW Movitrac or MoviMot inverters.
An industrial PC controls the robots via CAN bus. The Windows-based software interface, PARO-Control, offers various tools, such as the user-friendly layer image generator, which makes it easy to create and manage the packing patterns used on the line.
A mobile operator panel is available for general manual operation of the system; when needed, it can be plugged into a location within the system’s field of view.
Through a remote maintenance connection, the customer can receive assistance with troubleshooting, if necessary, or software modifications based on customer requests can be carried out at a low cost.